Bahasa indonesia
Dilihat: 125 Penulis: Editor Situs Waktu Publikasi: 21-03-2026 Asal: Lokasi
Sejalan dengan pesatnya kemajuan mesin farmasi, perusahaan farmasi sangat membutuhkan tingkat otomatisasi dan efisiensi produksi yang lebih tinggi. Untuk memenuhi tuntutan tersebut, Innov Equipment telah berhasil mengembangkan NJP-800 berdasarkan yang telah terbukti Mesin pengisian kapsul keras otomatis berstruktur tertutup Platform seri NJP .
Model ini menggabungkan terobosan perbaikan inovatif dalam struktur mekanik, sistem kontrol daya, sistem vakum, dan pengumpulan debu, sehingga mencapai berbagai indikator teknis yang mencapai atau melampaui tingkat lanjutan dari model internasional. Sebagai produk teknologi tinggi yang mengintegrasikan mekanika, elektronik, dan pneumatik, NJP-800 saat ini menjadi solusi pengisian kapsul paling ideal dan sempurna untuk produksi farmasi di kelasnya.
Dengan hanya mengganti cetakan dan komponen terkait, mesin dapat menangani semua ukuran kapsul keras standar (0# hingga 5#). Dilengkapi dengan desain yang sesuai dengan GMP, pengoperasian putar intermiten, dan pengukuran cakram berlubang yang presisi untuk akurasi, efisiensi, dan kebersihan yang unggul.

Kapasitas Produksi: 800 kapsul/menit (model NJP-800C3; seri dapat dikonfigurasi untuk 400/600/800 kapsul/menit) Catu Daya: 380 V, 50 Hz, tiga fase empat kabel Daya Total: 5 kW Dimensi Keseluruhan (P × L × T): 700 × 900 × (1.800 + 300) mm Berat: 800 kg Pengumpulan Vakum & Debu Peralatan:
Pompa vakum: 40 m³/jam laju pemompaan (untuk pemisahan kapsul)
Pengumpul debu: 300 m³/jam kecepatan pemompaan (untuk kapsul limbah dan penghilangan bubuk)
3.1 Pemasangan 3.1.1 Penentuan Posisi Mesin Pegang dan letakkan mesin dengan hati-hati untuk melindungi komponen elektronik internal. Posisikan alas pada bantalan karet untuk isolasi getaran. Pastikan permukaan kerja benar-benar rata dan tidak bergoyang.
3.1.2 Persyaratan Lingkungan Suhu sekitar: 21 ± 3 °C Kelembapan relatif: 45–50 %
3.1.3 Pemasangan Peralatan Tambahan Pasang pengumpul debu secara terpisah dari unit utama untuk meminimalkan kebisingan.
3.1.4 Hubungkan selang pengumpul debu ke mesin utama. 3.1.5 Hubungkan catu daya, pastikan voltase sesuai dengan spesifikasi mesin.
3.2 Uji Coba 3.2.1 Periksa kekencangan semua baut, sekrup, mur dan pin (untuk mencegah kendor akibat getaran pengangkutan). 3.2.2 Masukkan roda tangan khusus ke poros motor utama dan putar mesin secara manual selama 3–5 siklus penuh. Pastikan pergerakan semua bagian lancar dan terkoordinasi. 3.2.3 Nyalakan daya dan jalankan mesin dalam keadaan kosong selama 1–2 jam (lihat Bagian 6 untuk prosedur penyalaan).
4.1 Prinsip Kerja NJP-800C3 menggunakan sistem pengisian kapsul gerakan intermiten pengindeksan yang presisi. Proses kerja mengikuti urutan standar pengumpanan kapsul → pemisahan → pengisian bubuk → penguncian → pengeluaran → penolakan limbah (referensi diagram terperinci dihilangkan dalam versi teks; proses visual tersedia di HMI mesin).
4.2 Struktur Utama 4.2.1 Bagian Mekanik (Gambar 1) Mesin dibagi menjadi bagian atas dan bawah.
Bagian kerja atas: pengumpanan kapsul, stasiun, pengisian, hopper, mekanisme penolakan, penguncian, ejeksi, dan hisap.
Bagian bawah: sistem transmisi termasuk mekanisme penggerak, rantai, dan braket penyesuaian mikro.
4.2.2 Bagian Pneumatik Pompa vakum memisahkan tutup dan badan kapsul; pengumpul debu industri menghilangkan kapsul dan bubuk limbah.
4.2.3 Bagian Kelistrikan Menggunakan komponen merek internasional dengan HMI layar sentuh yang mudah digunakan, kontrol kecepatan stepless frekuensi variabel, dan diagnostik kesalahan cerdas.
Mesin ini telah diuji di pabrik dan telah disesuaikan sebelumnya. Penyesuaian ulang hanya diperlukan saat mengganti modul kapsul atau melakukan pembersihan menyeluruh. Penting: Semua penyetelan harus dilakukan dengan motor utama diputar secara manual menggunakan handwheel saja.
5.1 Penyetelan Mekanis 5.1.1 Penyetelan Pintu Hopper Kapsul Sesuaikan ketinggian pintu melalui mur pengunci untuk menjaga ketinggian bubuk kira-kira ½ dari tinggi saluran keluar.
5.1.2 Penyesuaian Bilah Pegas Tekanan Atur kedalaman penyisipan secara manual sehingga setiap tabung kapsul menerima tepat satu kapsul.
5.1.3 Penyesuaian Tabung Pengumpan Kapsul Tabung melakukan gerakan bolak-balik (mengumpankan, menyimpan, mengeluarkan, mendorong). Sesuaikan tie-rod bawah (berulir ganda) untuk menjaga jarak 2–3 mm di antara sisir kapsul.
5.1.4 Penyesuaian Perangkat Pemisahan Vakum Atur celah penggeser vakum untuk menurunkan cetakan sebesar 0,8–1 mm (posisi tidak bekerja) melalui tie-rod untuk pemisahan tutup/badan yang andal.
5.1.5 Penjajaran Cetakan Atas/Bawah (Gambar 9) Cetakan atas melakukan gerakan melingkar vertikal; cetakan bawah melakukan gerakan melingkar teleskopik. Pertahankan jarak bebas 0,3–0,5 mm. Gunakan dua pin penyelaras untuk konsentrisitas 0,01–0,02 mm. Stasiun ini menggunakan desain modular yang tertutup rapat (dipatenkan), memungkinkan pembersihan cetakan tanpa pembongkaran penuh.
5.1.6 Jarak Bebas Cakram Dosis & Cincin Penyegel Jarak bebas target: 0,03–0,08 mm. Kendurkan sekrup, putar baut penyetel, gunakan pengukur rasa, lalu kencangkan kembali. Bersihkan secara berkala setelah pengoperasian yang lama (lihat 8.1.2).
5.1.7 Target Jarak Bebas Pemblokir Serbuk : 0,05–0,1 mm. Sesuaikan melalui mur pengunci dan sekrup, verifikasi dengan pengukur antena.
5.1.8 Penyesuaian Sensor Level Serbuk Sensor kapasitif mengontrol ketinggian bubuk di dalam hopper. Sesuaikan ketinggian berdasarkan ukuran kapsul dan kemampuan mengalir bubuk untuk pemberian dosis yang tepat. Sekrup sensitivitas memungkinkan jangkauan deteksi 2–8 mm.
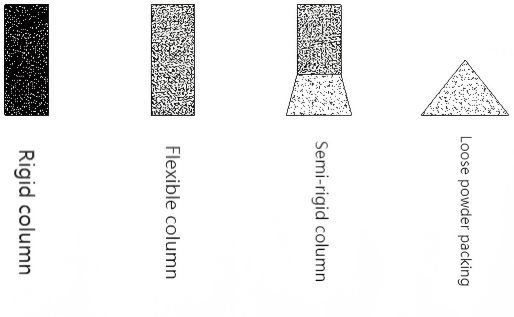
5.1.9 Penyesuaian Ketinggian Batang Pengisian (Gambar 8) Kedalaman penetrasi batang ke dalam cakram takar mengontrol dosis dan kepadatan kolom bubuk. Putar handwheel ke posisi terendah, setel referensi nol, lalu sesuaikan sesuai tabel di bawah ini (untuk ketebalan cakram 18 mm):
Stasiun |
1 |
2 |
3 |
4 |
5 |
|---|---|---|---|---|---|
Kedalaman Penyisipan (mm) |
9 |
5 |
3 |
2 |
0.5 |
5.1.10 Penyesuaian Penolakan Kapsul yang Rusak Sesuaikan tie-rod sehingga bidang ejektor mempertahankan jarak bebas 1,5–2 mm dengan bidang bawah cetakan atas.
5.1.11 Penyetelan Penguncian Kapsul Setelah pengisian, putar tie-rod sehingga pin naik ke ketinggian yang sama dengan panjang kapsul yang terkunci (verifikasi dengan kapsul yang tidak terkunci di lubang baris depan).
5.1.12 Penyesuaian Ejeksi Kapsul (1) Naikkan pin ejektor 1–2 mm di atas bidang cetakan atas pada posisi tinggi; pastikan tetap berada di bawah bidang cetakan bawah pada posisi rendah. (2) Sesuaikan sudut dan tinggi slot pemandu yang miring untuk pelepasan kapsul yang lancar.
5.1.13 Penyetelan Kopling Pengaman Kencangkan mur jika terjadi selip setelah pengoperasian dalam waktu lama (mencegah kelebihan beban).
5.1.14 Penyesuaian Cam Transmisi yang diatur oleh Pabrik; jangan menyesuaikan kembali kecuali diperlukan. Ikuti Gambar 21 untuk sudut dan posisi yang tepat.
5.1.15 Penyetelan Rantai Transmisi Ketegangan kembali menggunakan roda tensioner dan kunci dengan mur (mekanisme baru untuk meningkatkan umur panjang).
5.1.16 Penyesuaian Tingkat Vakum Pompa vakum cincin air memastikan pemberian dan pemisahan kapsul secara akurat. Sesuaikan katup untuk mempertahankan 0,03–0,08 MPa (baca pada pengukur).
5.1.17 Pengumpul Debu Bersihkan jaring filter secara teratur untuk mencegah penyumbatan.
6.1 Panduan Pengoperasian Layar Sentuh 6.1.1 Layar Utama a. Layar beranda – ketuk logo 'SK' untuk masuk ke layar berikutnya. B. Layar kata sandi. C. Menu operasi (6 tombol fungsi). D. Layar Pengoperasian Otomatis – menampilkan kecepatan, keluaran per menit, jumlah total. Mulai mode otomatis; tombol manual diatur ulang secara otomatis. e. Layar Pengaturan Parameter – memilih mode pemberian makan, mengatur penundaan pemberian makan otomatis (10–20 detik), penghentian kelaparan (30–40 detik), atau pemberian makan berwaktu. F. Layar Operasi Manual – kunci independen untuk pengaturan dan debugging. G. Layar Tampilan Kesalahan – 5 titik alarm; muncul otomatis, membunyikan alarm, dan menghentikan mesin. Reset otomatis setelah penyelesaian kesalahan (alarm kelaparan mencakup penghentian penundaan). H. Layar pemeliharaan. Saya. Status Pintu – 4 pintu dengan sensor; mesin tidak dapat hidup dalam mode otomatis jika ada pintu yang terbuka.
6.1.2 Kontrol & Waktu Pemberian Makan
Pengumpanan otomatis: dikontrol oleh sensor level (SQ1).
Pengumpanan manual: melalui layar manual.
Waktu pemberian makan: diatur di layar parameter.
6.1.3 Langkah Pengoperasian a. Pra-mulai: rotasi roda tangan manual (1–3 siklus), lalu hidupkan dan mulai layar sentuh. B. Gunakan mode manual terlebih dahulu untuk pengujian; beralih ke otomatis berkelanjutan hanya setelah verifikasi. C. Kontrol Kecepatan (Gambar 25-4): ▲ menambah frekuensi, ▼ menurunkan. Batasi hingga ≤40 Hz selama periode pengoperasian 100 jam pertama. D. Berhenti Darurat: Tekan SB0 (mengunci sendiri); putar arah panah untuk melepaskan.
Bersihkan secara teratur semua bagian yang bersentuhan dengan bedak (hopper, cakram takar, kotak bedak, penghilang bedak, cetakan atas/bawah, pin, dll.) dengan alkohol. Jangan gunakan bensin, minyak tanah, eter, atau aseton. Bersihkan saat mengganti produk atau setelah waktu idle yang lama. 7.2 Hapus sisa minyak di bawah meja untuk inspeksi visual yang jelas. 7.3 Ganti pompa vakum air sirkulasi secara berkala; periksa filter jika vakum tidak mencukupi. 7.4 Pelumasan Mesin a. Oleskan gemuk pada cam roller setiap minggu. B. Lumasi semua bantalan platform setiap minggu. C. Bersihkan dan lumasi bantalan secara teratur; gunakan oli untuk bantalan yang disegel. D. Periksa dan lumasi rantai transmisi setiap minggu. e. Periksa kotak pengindeksan 10 stasiun dan 6 stasiun setiap bulan; isi ulang minyak; ganti setiap 6 bulan. F. Kotak pengindeksan harus diservis hanya oleh teknisi yang berkualifikasi.
Untuk mengubah ukuran kapsul (0#–4#), ganti bagian berikut (rotasi manual hanya selama penggantian/debugging):
Cetakan atas/bawah, batang pengisi, cakram takar, tabung pengisi kapsul, sisir kapsul, dll.
8.1 Prosedur Penggantian 8.1.1 Batang Pengisi (54 batang dalam 6 kelompok) – kendurkan pelat penekan, lepaskan kelompok, ganti, luruskan kembali bagian atas ke bidang yang sama. 8.1.2 Dosing Disc – lepaskan pelat pemblokir bubuk, ganti cakram dan cincin bubuk, pasang kembali batang, sesuaikan kedalaman, kencangkan. 8.1.3 Cetakan Atas/Bawah (Gambar 9) – gunakan pin penyelaras pada lubang takaran untuk mendapatkan konsentrisitas yang tepat, kencangkan sekrup. 8.1.4 Rakitan Tabung Pengumpan Kapsul (Gambar 2) – lepaskan hopper, naikkan rakitan, ganti sisir dan garpu, pastikan keselarasan sempurna dengan lubang cetakan dan pengumpan tengah, pasang kembali hopper.

Setelah semua penggantian, putar poros utama secara manual 3–5 siklus penuh. Konfirmasikan kelancaran pergerakan semua komponen stasiun tanpa gangguan. Baru kemudian hidupkan mesin (lambat → kecepatan cepat).
Peralatan Innov – Memberikan solusi pengisian kapsul yang sesuai GMP, efisien, dan tepat kepada pelanggan global. Untuk servis, suku cadang, atau dukungan teknis, silakan Hubungi kami.
Panduan bahasa Inggris yang dioptimalkan ini menampilkan struktur yang lebih jelas, terminologi profesional, format yang konsisten, penomoran yang diperbaiki, dan keterbacaan yang lebih baik sambil mempertahankan konten teknis asli sepenuhnya. Semua elemen branding Peralatan Innov (penekanan GMP, desain efisiensi tinggi, presisi putaran intermiten) telah diintegrasikan secara mulus untuk keaslian dan relevansi pasar.



























