Manuel d'utilisation de la machine de remplissage de capsules entièrement automatique Innov Equipment NJP-800
1. Aperçu
Conformément aux progrès rapides des machines pharmaceutiques, les entreprises pharmaceutiques ont besoin de toute urgence de niveaux plus élevés d’automatisation et d’efficacité de production. Pour répondre à ces demandes,Innov Equipment a développé avec succès leNJP-800 basée sur le système éprouvé Machine de remplissage de gélules dures entièrement automatique à structure fermée Plateforme de la série NJP .
Ce modèle intègre des améliorations innovantes révolutionnaires dans la structure mécanique, les systèmes de contrôle de puissance, les systèmes d'aspiration et la collecte de poussière, atteignant de multiples indicateurs techniques qui atteignent ou dépassent le niveau avancé de leurs homologues internationaux. En tant que produit de haute technologie intégrant la mécanique, l'électronique et la pneumatique, le NJP-800 est actuellement la solution de remplissage de capsules la plus idéale et la plus parfaite pour la production pharmaceutique de sa catégorie.
En changeant simplement les moules et les composants associés, la machine peut gérer toutes les tailles de gélules standard (0# à 5#). Il présente une conception conforme aux BPF, un fonctionnement rotatif intermittent et un dosage de précision à disque perforé pour une précision, une efficacité et une propreté supérieures.
2. Principaux paramètres techniques
Capacité de production : 800 capsules/min (modèle NJP-800C3 ; série configurable pour 400 / 600 / 800 capsules/min) Alimentation : 380 V, 50 Hz, triphasé à quatre fils Puissance totale : 5 kW Dimensions hors tout (L × l × H) : 700 × 900 × (1 800 + 300) mm Poids : 800 kg Équipement d'aspiration et de dépoussiérage :
Pompe à vide : débit de pompage de 40 m⊃3 ;/h (pour la séparation des capsules)
Dépoussiéreur : débit de pompage de 300 m⊃3 ;/h (pour l'élimination des capsules de déchets et de la poudre)
3. Installation et mise en service
3.1 Installation 3.1.1 Positionnement de la machine Manipulez et placez la machine doucement pour protéger les composants électroniques internes. Positionnez la base sur des patins en caoutchouc pour isoler les vibrations. Assurez-vous que la surface de travail est parfaitement de niveau et sans bascule.
3.1.3 Installation de l'équipement auxiliaire Installez le dépoussiéreur séparément de l'unité principale pour minimiser le bruit.
3.1.4 Connectez le tuyau du collecteur de poussière à la machine principale. 3.1.5 Connectez l'alimentation électrique, en vous assurant que la tension correspond aux spécifications de la machine.
3.2 Essai 3.2.1 Vérifiez le serrage de tous les boulons, vis, écrous et broches (pour éviter le desserrage causé par les vibrations du transport). 3.2.2 Insérez le volant spécial sur l'arbre du moteur principal et faites tourner manuellement la machine pendant 3 à 5 cycles complets. Vérifiez le mouvement fluide et coordonné de toutes les pièces. 3.2.3 Mettez sous tension et faites fonctionner la machine à vide pendant 1 à 2 heures (voir la section 6 pour la procédure de démarrage).
4. Principe de fonctionnement et structure principale
4.1 Principe de fonctionnement Le NJP-800C3 utilise un système de remplissage de capsules à mouvement intermittent et à indexation de précision. Le processus de travail suit la séquence standard d'alimentation des capsules → séparation → remplissage de poudre → verrouillage → éjection → rejet des déchets (référence du schéma détaillé omise dans la version texte ; processus visuel disponible dans l'IHM de la machine).
4.2 Structure principale 4.2.1 Section mécanique (Figure 1) La machine est divisée en sections supérieure et inférieure.
Section de travail supérieure : alimentation des capsules, stations, mécanismes de remplissage, trémie, rejet, verrouillage, éjection et aspiration.
Partie inférieure : système de transmission comprenant les mécanismes d'entraînement, les chaînes et les supports de micro-réglage.
4.2.2 Section pneumatique La pompe à vide sépare les capuchons et les corps des capsules ; le dépoussiéreur industriel élimine les capsules de déchets et la poudre.
4.2.3 Section électrique Utilise des composants de marque internationale avec une IHM à écran tactile conviviale, un contrôle de vitesse continu à fréquence variable et des diagnostics de pannes intelligents.
5. Ajustements de la machine
La machine est testée et préréglée en usine. Un réajustement n'est nécessaire que lors du remplacement des modules de capsules ou lors d'un nettoyage en profondeur. Important : Tous les réglages doivent être effectués avec le moteur principal tourné manuellement à l'aide du volant uniquement.
5.1 Ajustements mécaniques 5.1.1 Ajustement de la porte de la trémie à capsules Réglez la hauteur de la porte à l'aide d'écrous de verrouillage pour maintenir le niveau de poudre à environ la moitié de la hauteur de sortie.
5.1.2 Réglage de la lame du ressort de pression Réglez manuellement la profondeur d'insertion afin que chaque tube de capsule reçoive exactement une capsule.
5.1.3 Ajustement du tube d'alimentation des capsules Le tube effectue un mouvement alternatif (alimentation, stockage, éjection, poussée). Ajustez le tirant inférieur (à double filetage) pour maintenir un jeu de 2 à 3 mm entre les peignes à capsules.
5.1.4 Ajustement du dispositif de séparation sous vide Réglez l'espace du curseur sous vide pour abaisser le moule à 0,8–1 mm (position de non-travail) via le tirant pour une séparation fiable du capuchon/du corps.
5.1.5 Alignement du moule supérieur/inférieur (Figure 9) Le moule supérieur effectue un mouvement circulaire vertical ; le moule inférieur effectue un mouvement circulaire télescopique. Maintenez un jeu de 0,3 à 0,5 mm. Utilisez deux broches d'alignement pour une concentricité de 0,01 à 0,02 mm. La station utilise une conception modulaire entièrement étanche (brevetée), permettant le nettoyage des moules sans démontage complet.
5.1.6 Jeu du disque de dosage et de la bague d'étanchéité Jeu cible : 0,03 à 0,08 mm. Desserrez les vis, faites pivoter les boulons de réglage, utilisez des jauges d'épaisseur, puis resserrez. Nettoyer périodiquement après un fonctionnement prolongé (voir 8.1.2).
5.1.7 Cible de dégagement du bloqueur de poudre : 0,05 à 0,1 mm. Ajustez via un écrou de blocage et une vis, vérifiez avec une jauge d'épaisseur.
5.1.8 Réglage du capteur de niveau de poudre Un capteur capacitif contrôle la hauteur de la poudre dans la trémie. Ajustez la hauteur en fonction de la taille de la capsule et de la fluidité de la poudre pour un dosage précis. La vis de sensibilité permet une plage de détection de 2 à 8 mm.
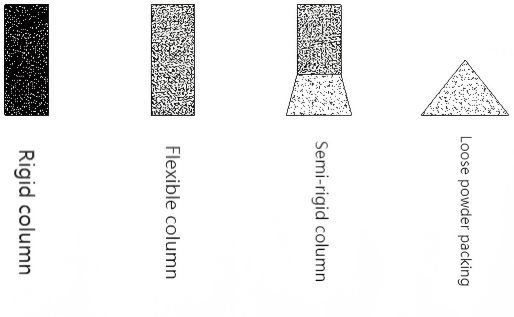
5.1.9 Réglage de la hauteur de la tige de remplissage (Figure 8) La profondeur de pénétration de la tige dans le disque de dosage contrôle la dose et la densité de la colonne de poudre. Tournez le volant jusqu'à la position la plus basse, réglez la référence zéro, puis ajustez selon le tableau ci-dessous (pour une épaisseur de disque de 18 mm) :
Gare
1
2
3
4
5
Profondeur d'insertion (mm)
9
5
3
2
0.5
5.1.10 Ajustement du rejet de capsule défectueuse Ajustez le tirant de sorte que le plan d'éjection conserve un jeu de 1,5 à 2 mm avec le plan inférieur supérieur du moule.
5.1.11 Ajustement du verrouillage de la capsule Après le remplissage, faites pivoter le tirant de manière à ce que la goupille s'élève à une hauteur égale à la longueur de la capsule verrouillée (vérifiez avec les capsules déverrouillées dans les trous de la première rangée).
5.1.12 Ajustement de l'éjection de la capsule (1) Soulevez la goupille d'éjection de 1 à 2 mm au-dessus du plan supérieur du moule en position haute ; assurez-vous qu'il reste en dessous du plan inférieur du moule en position basse. (2) Ajustez l’angle et la hauteur de la fente de guidage inclinée △ pour une décharge en douceur de la capsule.
5.1.13 Réglage de l'embrayage de sécurité Serrez l'écrou si un glissement se produit après un fonctionnement prolongé (évite une surcharge).
5.1.14 Réglage de la came de transmission Préréglé en usine ; ne réajustez pas sauf si nécessaire. Suivez la figure 21 pour connaître l'angle et la position précis.
5.1.15 Réglage de la chaîne de transmission Retendre à l'aide du galet tendeur et bloquer avec l'écrou (nouveau mécanisme pour une longévité améliorée).
5.1.16 Réglage du niveau de vide La pompe à vide à anneau d'eau assure une alimentation et une séparation précises des capsules. Ajustez la vanne pour maintenir 0,03 à 0,08 MPa (lire sur la jauge).
5.1.17 Collecteur de poussière Nettoyer régulièrement les mailles du filtre pour éviter tout colmatage.
6. Démarrage et fonctionnement de la machine
6.1 Guide d'utilisation de l'écran tactile 6.1.1 Écrans principaux a. Écran d'accueil – appuyez sur le logo « SK » pour accéder à l'écran suivant. b. Écran de mot de passe. c. Menu de fonctionnement (6 touches de fonction). d. Écran de fonctionnement automatique – affiche la vitesse, la sortie par minute et le nombre total. Démarrer le mode automatique ; les boutons manuels se réinitialisent automatiquement. e. Écran de réglage des paramètres – sélectionnez le mode d’alimentation, définissez le délai d’alimentation automatique (10 à 20 s), l’arrêt de famine (30 à 40 s) ou l’alimentation programmée. f. Écran de fonctionnement manuel – touches indépendantes pour la configuration et le débogage. g. Écran d'affichage des défauts – 5 points d'alarme ; apparaît automatiquement, déclenche une alarme et arrête la machine. Réinitialisation automatique après élimination des défauts (l'alarme de famine comprend un arrêt différé). h. Écran d'entretien. je. État de la porte – 4 portes avec capteurs ; la machine ne peut pas démarrer en mode automatique si une porte est ouverte.
6.1.2 Contrôle et synchronisation de l'alimentation
Alimentation automatique : contrôlée par un capteur de niveau (SQ1).
Alimentation manuelle : via écran manuel.
Alimentation chronométrée : définie dans l'écran des paramètres.
6.1.3 Étapes de fonctionnement a. Pré-démarrage : rotation manuelle du volant (1 à 3 cycles), puis mise sous tension et démarrage de l'écran tactile. b. Utilisez d'abord le mode manuel pour les tests ; passer en mode automatique continu uniquement après vérification. c. Contrôle de vitesse (Figure 25-4) : ▲ augmenter la fréquence, ▼ diminuer. Limite à ≤40 Hz pendant la première période de rodage de 100 heures. d. Arrêt d'urgence : appuyez sur SB0 (autobloquant ); faites pivoter la direction de la flèche pour relâcher.
7. Entretien et nettoyage
Nettoyer régulièrement toutes les pièces en contact avec la poudre (trémie, disque doseur, bac à poudre, dépoussiéreur, moules supérieur/inférieur, broches, etc.) avec de l'alcool. N'utilisez pas d'essence, de kérosène, d'éther ou d'acétone. Nettoyer lors du changement de produit ou après de longues périodes d'inactivité. 7.2 Retirez les résidus d'huile sous la table pour une inspection visuelle claire. 7.3 Remplacez périodiquement la pompe à vide qui fait circuler l'eau ; vérifiez le filtre si le vide est insuffisant. 7.4 Lubrification de la machine a. Appliquez de la graisse sur les rouleaux à cames chaque semaine. b. Lubrifiez tous les roulements de la plate-forme chaque semaine. c. Nettoyer et graisser régulièrement les roulements ; utiliser de l'huile pour roulements étanches. d. Vérifiez et lubrifiez la chaîne de transmission chaque semaine. e. Inspecter mensuellement les boîtes d'indexation à 10 et 6 stations ; faire l'appoint d'huile ; remplacer tous les 6 mois. f. Les boîtes d'indexation doivent être entretenues uniquement par des techniciens qualifiés.
8. Remplacement du moule
Pour modifier la taille de la capsule (0#–4#), remplacez les pièces suivantes (rotation manuelle uniquement pendant le remplacement/débogage) :
Moules supérieurs/inférieurs, tiges de remplissage, disque doseur, tubes d'alimentation en capsules, peignes à capsules, etc.
8.1 Procédure de remplacement 8.1.1 Tiges de remplissage (54 tiges réparties en 6 groupes) – desserrez la plaque de pression, retirez les groupes, remplacez, réalignez les sommets sur le même plan. 8.1.2 Disque de dosage – retirez la plaque de blocage de poudre, remplacez le disque et l'anneau de poudre, réinstallez les tiges, ajustez la profondeur, serrez. 8.1.3 Moules supérieur/inférieur (Figure 9) – utilisez des broches d'alignement dans les trous de dosage pour une concentricité précise, serrez les vis. 8.1.4 Ensemble tube d'alimentation en capsules (Figure 2) – retirez la trémie, soulevez l'ensemble, remplacez les peignes et les fourchettes, assurez-vous d'un alignement parfait avec les trous du moule et l'alimentation centrale, réinstallez la trémie.
9. Vérification finale
Après tous les remplacements, faites tourner manuellement l'arbre principal de 3 à 5 cycles complets. Confirmez le mouvement fluide de tous les composants de la station sans interférence. Ensuite seulement, démarrez la machine (vitesse lente → rapide).
Innov Equipment – Fournir aux clients du monde entier des solutions de remplissage de gélules conformes aux BPF, efficaces et précises. Pour un service, des pièces de rechange ou une assistance technique, n'hésitez pas à Contactez-nous.
Ce manuel en anglais optimisé présente une structure plus claire, une terminologie professionnelle, un formatage cohérent, une numérotation corrigée et une lisibilité améliorée tout en préservant pleinement le contenu technique original. Tous les éléments de la marque Innov Equipment (accent GMP, conception à haute efficacité, précision de rotation intermittente) ont été parfaitement intégrés pour garantir leur authenticité et leur pertinence sur le marché.
Hunan Innov Equipment Co., Ltd., créée en 2014, se spécialise dans la recherche et le développement, la production et la distribution mondiale de machines et d'équipements.