Este modelo incorpora mejoras innovadoras y revolucionarias en la estructura mecánica, sistemas de control de energía, sistemas de vacío y recolección de polvo, logrando múltiples indicadores técnicos que alcanzan o superan el nivel avanzado de sus homólogos internacionales. Como producto de alta tecnología que integra mecánica, electrónica y neumática, el NJP-800 es actualmente la solución de llenado de cápsulas más ideal y perfecta para la producción farmacéutica de su clase.
Simplemente cambiando los moldes y los componentes relacionados, la máquina puede manejar todos los tamaños de cápsulas duras estándar (0# a 5#). Cuenta con un diseño que cumple con GMP, operación rotativa intermitente y medición de disco perforado de precisión para una precisión, eficiencia y limpieza superiores.
2. Principales parámetros técnicos
Capacidad de producción: 800 cápsulas/min (modelo NJP-800C3; serie configurable para 400 / 600 / 800 cápsulas/min) Fuente de alimentación: 380 V, 50 Hz, trifásico de cuatro hilos Potencia total: 5 kW Dimensiones totales (Largo × Ancho × Alto): 700 × 900 × (1.800 + 300) mm Peso: 800 kg Equipo de aspiración y recolección de polvo:
Bomba de vacío: tasa de bombeo de 40 m³/h (para separación de cápsulas)
Colector de polvo: tasa de bombeo de 300 m³/h (para cápsulas de residuos y eliminación de polvo)
3. Instalación y puesta en servicio
3.1 Instalación 3.1.1 Posicionamiento de la máquina Manipule y coloque la máquina con cuidado para proteger los componentes electrónicos internos. Coloque la base sobre almohadillas de goma para aislar las vibraciones. Asegúrese de que la superficie de trabajo esté perfectamente nivelada y sin balanceos.
3.1.2 Requisitos ambientales Temperatura ambiente: 21 ± 3 °C Humedad relativa: 45–50 %
3.1.3 Instalación de equipos auxiliares Instale el colector de polvo por separado de la unidad principal para minimizar el ruido.
3.1.4 Conecte la manguera del colector de polvo a la máquina principal. 3.1.5 Conecte la fuente de alimentación, asegurándose de que el voltaje coincida con las especificaciones de la máquina.
3.2 Ejecución de prueba 3.2.1 Verifique que todos los pernos, tornillos, tuercas y pasadores estén apretados (para evitar que se aflojen debido a la vibración del transporte). 3.2.2 Inserte el volante especial en el eje del motor principal y gire manualmente la máquina durante 3 a 5 ciclos completos. Verifique el movimiento suave y coordinado de todas las piezas. 3.2.3 Encienda la alimentación y haga funcionar la máquina vacía durante 1 a 2 horas (consulte la Sección 6 para conocer el procedimiento de inicio).
4. Principio de funcionamiento y estructura principal
4.1 Principio de funcionamiento El NJP-800C3 emplea un sistema de llenado de cápsulas de movimiento intermitente con indexación de precisión. El proceso de trabajo sigue la secuencia estándar de alimentación de cápsulas → separación → llenado de polvo → bloqueo → expulsión → rechazo de residuos (referencia detallada del diagrama omitida en la versión de texto; proceso visual disponible en la HMI de la máquina).
4.2 Estructura principal 4.2.1 Sección mecánica (Figura 1) La máquina está dividida en secciones superior e inferior.
Sección superior de trabajo: alimentación de cápsulas, estaciones, mecanismos de llenado, tolva, rechazo, bloqueo, expulsión y aspiración.
Sección inferior: sistema de transmisión que incluye mecanismos de transmisión, cadenas y soportes de microajuste.
4.2.2 Sección neumática La bomba de vacío separa las tapas y los cuerpos de las cápsulas; El colector de polvo industrial elimina las cápsulas y el polvo de desecho.
4.2.3 Sección eléctrica Utiliza componentes de marcas internacionales con una HMI con pantalla táctil fácil de usar, control de velocidad continuo de frecuencia variable y diagnóstico inteligente de fallas.
5. Ajustes de la máquina
La máquina está probada y preajustada en fábrica. Solo es necesario realizar un reajuste cuando se reemplazan los módulos de cápsulas o se realiza una limpieza profunda. Importante: Todos los ajustes deben realizarse con el motor principal girado manualmente usando únicamente el volante.
5.1 Ajustes mecánicos 5.1.1 Ajuste de la puerta de la tolva de cápsulas Ajuste la altura de la puerta mediante tuercas de seguridad para mantener el nivel de polvo a aproximadamente la mitad de la altura de salida.
5.1.2 Ajuste de la hoja del resorte de presión Configure manualmente la profundidad de inserción para que cada tubo de cápsula reciba exactamente una cápsula.
5.1.3 Ajuste del tubo de alimentación de cápsulas El tubo realiza un movimiento alternativo (alimentación, almacenamiento, expulsión, empuje). Ajuste el tirante inferior (de doble rosca) para mantener un espacio de 2 a 3 mm entre los peines de las cápsulas.
5.1.4 Ajuste del dispositivo de separación por vacío Ajuste la separación del deslizador de vacío para bajar el molde entre 0,8 y 1 mm (posición de no trabajo) mediante un tirante para una separación confiable de la tapa y el cuerpo.
5.1.5 Alineación del molde superior/inferior (Figura 9) El molde superior realiza un movimiento circular vertical; El molde inferior realiza un movimiento circular telescópico. Mantenga un espacio libre de 0,3 a 0,5 mm. Utilice dos pasadores de alineación para una concentricidad de 0,01 a 0,02 mm. La estación utiliza un diseño modular completamente sellado (patentado), que permite la limpieza del molde sin un desmontaje completo.
5.1.6 Espacio libre del disco dosificador y del anillo sellador Espacio libre del objetivo: 0,03–0,08 mm. Afloje los tornillos, gire los pernos de ajuste, use galgas de espesores y luego vuelva a apretarlos. Limpie periódicamente después de un funcionamiento prolongado (consulte 8.1.2).
5.1.7 Objetivo de liquidación del bloqueador de pólvora: 0,05–0,1 mm. Ajuste mediante tuerca de bloqueo y tornillo, verifique con una galga de espesores.
5.1.8 Ajuste del sensor de nivel de polvo El sensor capacitivo controla la altura del polvo en la tolva. Ajuste la altura según el tamaño de la cápsula y la fluidez del polvo para una dosificación precisa. El tornillo de sensibilidad permite un rango de detección de 2 a 8 mm.
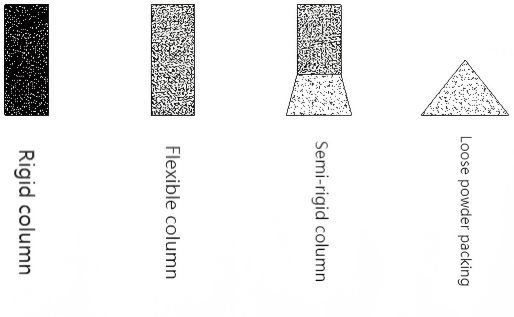
5.1.9 Ajuste de la altura de la varilla de llenado (Figura 8) La profundidad de penetración de la varilla en el disco dosificador controla la dosis y la densidad de la columna de polvo. Gire el volante a la posición más baja, establezca la referencia cero y luego ajuste según la tabla a continuación (para un disco de 18 mm de espesor):
Estación
1
2
3
4
5
Profundidad de inserción (mm)
9
5
3
2
0.5
5.1.10 Ajuste del rechazo de cápsulas defectuosas Ajuste el tirante de modo que el plano eyector mantenga un espacio de 1,5 a 2 mm con el plano inferior del molde superior.
5.1.11 Ajuste de bloqueo de la cápsula Después del llenado, gire el tirante para que el pasador se eleve a una altura igual a la longitud de la cápsula bloqueada (verifique con las cápsulas desbloqueadas en los orificios de la primera fila).
5.1.12 Ajuste de expulsión de la cápsula (1) Eleve el pasador expulsor entre 1 y 2 mm por encima del plano superior del molde en la posición alta; asegúrese de que permanezca debajo del plano inferior del molde en la posición baja. (2) Ajuste el ángulo y la altura de la ranura guía inclinada △ para una descarga suave de la cápsula.
5.1.13 Ajuste del embrague de seguridad Apriete la tuerca si se produce deslizamiento después de un funcionamiento prolongado (evita la sobrecarga).
5.1.14 Ajuste de la Leva de la Transmisión Configurado en Fábrica; no reajustar a menos que sea necesario. Siga la Figura 21 para conocer el ángulo y la posición precisos.
5.1.15 Ajuste de la cadena de transmisión Vuelva a tensar usando la rueda tensora y bloquee con la tuerca (nuevo mecanismo para mejorar la longevidad).
5.1.16 Ajuste del nivel de vacío La bomba de vacío con anillo de agua garantiza una alimentación y separación precisas de las cápsulas. Ajuste la válvula para mantener 0,03–0,08 MPa (leer en el manómetro).
5.1.17 Colector de polvo Limpie periódicamente la malla del filtro para evitar obstrucciones.
6. Puesta en marcha y funcionamiento de la máquina
6.1 Guía de funcionamiento de la pantalla táctil 6.1.1 Pantallas principales a. Pantalla de inicio: toque el logotipo 'SK' para ingresar a la siguiente pantalla. b. Pantalla de contraseña. do. Menú de operación (6 teclas de función). d. Pantalla de operación automática: muestra la velocidad, la producción por minuto y el conteo total. Iniciar el modo automático; Los botones manuales se reinician automáticamente. mi. Pantalla de configuración de parámetros: seleccione el modo de alimentación, configure el retraso de la alimentación automática (10 a 20 s), la parada por inanición (30 a 40 s) o la alimentación programada. F. Pantalla de operación manual: teclas independientes para configuración y depuración. gramo. Pantalla de visualización de fallos: 5 puntos de alarma; aparece automáticamente, suena la alarma y detiene la máquina. Se reinicia automáticamente después de la eliminación de fallas (la alarma de inanición incluye parada retardada). h. Pantalla de mantenimiento. i. Estado de las puertas: 4 puertas con sensores; La máquina no puede arrancar en modo automático si alguna puerta está abierta.
6.1.2 Control y sincronización de la alimentación
Alimentación automática: controlada por sensor de nivel (SQ1).
Alimentación manual: mediante pantalla manual.
Alimentación temporizada: configurada en la pantalla de parámetros.
6.1.3 Pasos de operación a. Prearranque: rotación manual del volante (1 a 3 ciclos), luego encendido e inicio de la pantalla táctil. b. Utilice primero el modo manual para realizar pruebas; cambie a automático continuo solo después de la verificación. do. Control de velocidad (Figura 25-4): ▲ aumentar la frecuencia, ▼ disminuir. Límite a ≤40 Hz durante el primer período de rodaje de 100 horas. d. Parada de emergencia: Presione SB0 (autobloqueo); gire la dirección de la flecha para soltar.
7. Mantenimiento y Limpieza
Limpie periódicamente con alcohol todas las piezas que entran en contacto con el polvo (tolva, disco dosificador, caja de polvo, removedor de polvo, moldes superior/inferior, pasadores, etc.). No utilice gasolina, queroseno, éter o acetona. Limpiar al cambiar de producto o después de largos períodos de inactividad. 7.2 Elimine los residuos de aceite debajo de la mesa para una inspección visual clara. 7.3 Reemplace periódicamente la bomba de vacío que hace circular el agua; revise el filtro si el vacío es insuficiente. 7.4 Lubricación de la máquina a. Aplique grasa a los rodillos de leva semanalmente. b. Lubrique todos los cojinetes de la plataforma semanalmente. do. Limpiar y engrasar los cojinetes periódicamente; Utilice aceite para rodamientos sellados. d. Revise y lubrique la cadena de transmisión semanalmente. mi. Inspeccionar mensualmente las cajas indexadoras de 10 y 6 estaciones; rellenar aceite; reemplazar cada 6 meses. F. Las cajas indexadoras deben ser reparadas únicamente por técnicos calificados.
8. Reemplazo del molde
Para cambiar el tamaño de la cápsula (0#–4#), reemplace las siguientes piezas (rotación manual solo durante el reemplazo/depuración):
Moldes superior/inferior, varillas de llenado, disco dosificador, tubos de alimentación de cápsulas, peines de cápsulas, etc.
8.1 Procedimiento de reemplazo 8.1.1 Varillas de llenado (54 varillas en 6 grupos): afloje la placa de presión, retire los grupos, reemplace y realinee las partes superiores al mismo plano. 8.1.2 Disco dosificador : retire la placa bloqueadora de polvo, reemplace el disco y el anillo de polvo, reinstale las varillas, ajuste la profundidad y apriete. 8.1.3 Moldes superior/inferior (Figura 9) : utilice pasadores de alineación en los orificios de dosificación para una concentricidad precisa y apriete los tornillos. 8.1.4 Conjunto del tubo de alimentación de cápsulas (Figura 2) : retire la tolva, levante el conjunto, reemplace los peines y las horquillas, asegure una alineación perfecta con los orificios del molde y la alimentación central, vuelva a instalar la tolva.
9. Verificación final
Después de todos los reemplazos, gire manualmente el eje principal de 3 a 5 ciclos completos. Confirme el movimiento suave de todos los componentes de la estación sin interferencias. Sólo entonces arranque la máquina (lenta → velocidad rápida).
Innov Equipment: brinda a los clientes globales soluciones de llenado de cápsulas precisas, eficientes y que cumplen con las GMP. Para servicio, repuestos o soporte técnico, no dude en contactarnos contáctanos.
Este manual en inglés optimizado presenta una estructura más clara, terminología profesional, formato consistente, numeración corregida y legibilidad mejorada, al tiempo que conserva completamente el contenido técnico original. Todos los elementos de la marca Innov Equipment (énfasis en GMP, diseño de alta eficiencia, precisión rotativa intermitente) se han integrado perfectamente para brindar autenticidad y relevancia en el mercado.
Hunan Innov Equipment Co., Ltd., establecida en 2014, se especializa en la investigación y el desarrollo, la producción y la distribución global de maquinaria y equipos.